| 产地 | 沧州 |
|---|---|
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
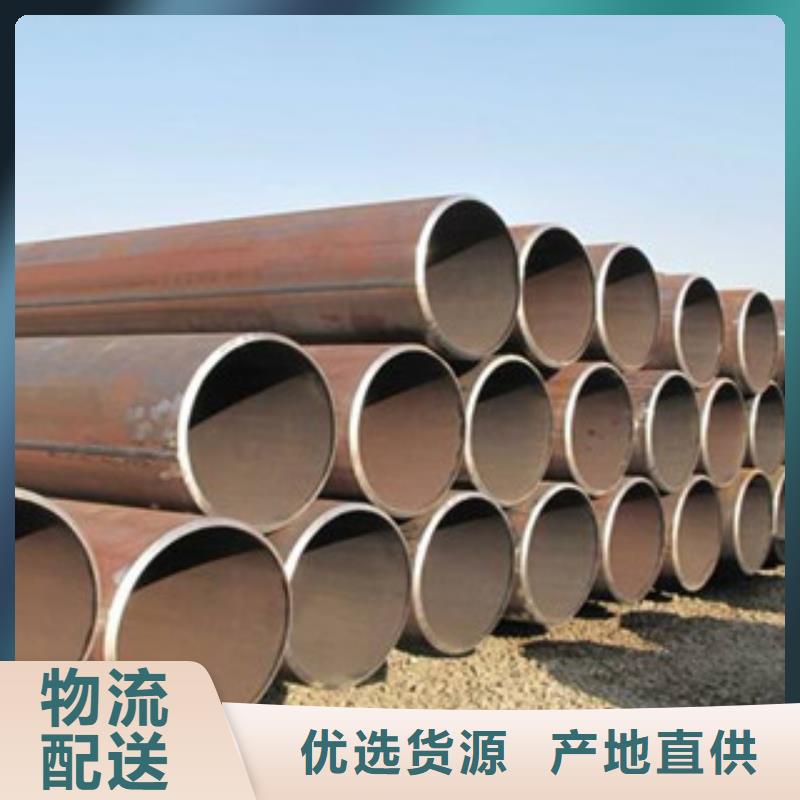
广安钢兴钢管有限公司是一家专注从事 大口径钢管生产制造的企业,拥有良的生产设备,拥有高素质的职工队伍。公司主导产品为 大口径钢管。公司产品畅销国内20多个省市自治区。本公司一直以质量求生存,以诚信求发展,客户需求是我们不懈的追求! 本公司坚持"团结,求精,高效,务实"的工作原则,本着"以质量求生存,以信誉求发展"的经营理念。

JCOE(压模成型)工艺:
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持最小。板边滚压与三辊工艺类似。
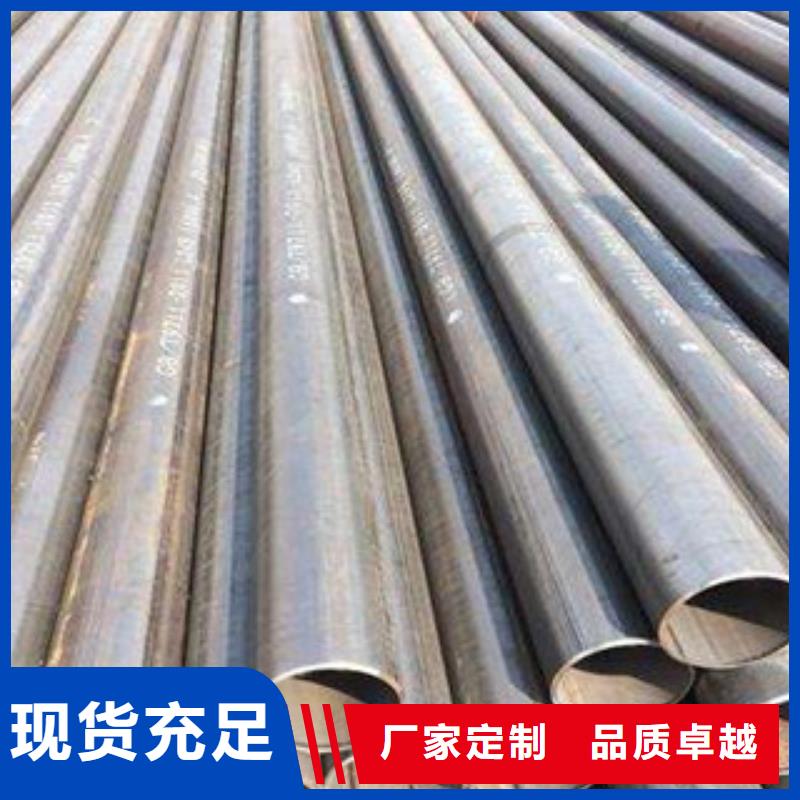
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。

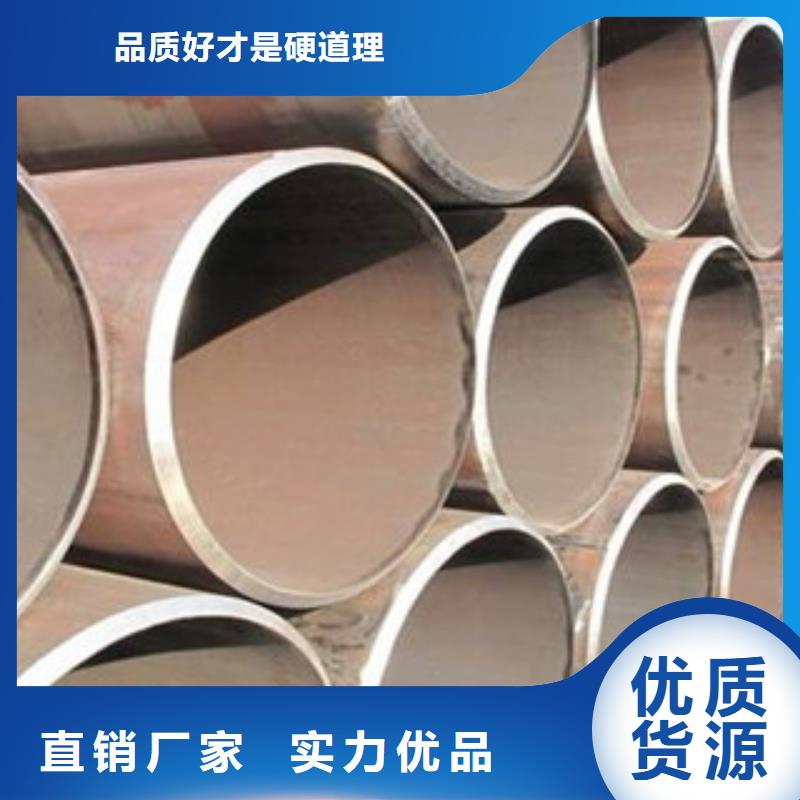
埋弧焊直缝钢管机械扩径的作用? 1、可有效提高钢管尺寸精度:目前,直缝埋弧焊管成型方式主要有UO,RB,JCO,C和Hu-Metal,采用这5种成型方式生产的钢管,不同程度地存在几何尺寸精度不高的问题。由于直缝埋弧焊缝是在管体的一侧进行内、外焊,因而钢管在热应力的作用下要发生弯曲变形,而焊缝部分纵向收缩量也较大,使钢管的直线度受到严重影响;另外,这5种成型方式生产的钢管,椭圆度均较大,尤其是JCO和C成型钢管。因此,必须通过扩径、整圆等工艺提高钢管的几何精度。2、减少或消除在制管、试验过程中引起的包辛格效应:由于钢管在成型和试验过程中会产生包辛格效应,使屈服强度下降,而钢管在扩径时冷作硬化,扩径后可提高钢管的屈服强度,这样就减少了为达到钢管的强度要求而提高板材等级所造成的浪费。3、消除钢管成型和焊接的残余应力:冷扩径可以消除成型和焊接时造成的残余应力,改善钢管内应力的分布状态,从而避免因所输送石油或天然气中的H2S在钢管应力集中区域产生氢脆甚至裂纹的情况。


![[广安]钢兴钢管有限公司名片](http://ypmimg.sys00.com/UploadImg/1881/new_card.jpg "[广安]钢兴钢管有限公司名片")